Đầu phun hình nón trong Din1530d
Tất cả chốt đẩy 60 Đầu º được tạo ra bằng máy tự động theo din1530d. Nhiệt độ làm việc tối đa dưới 250 độ bách phân.
Chất liệu thường bằng din 1.2067(suj2),1.2210,1.2510 hoặc theo yêu cầu đặc biệt của khách hàng.
Đầu toàn thân: 60± 2 HRC, độ cứng đầu 45 ± 5HRC
 Tải xuống thông số kỹ thuật DIN1530D
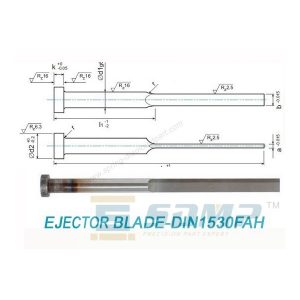
Tải xuống thông số kỹ thuật DIN1530DLưỡi phun trong Din1530FAH
Chốt đẩy phẳng với đầu hình trụ được nitrided theo Din1530FAH,Din1530F.
Vật liệu trong H13(1.2344) hoặc WS(1.2080),1.2210,1.2067(SUJ2).
Độ cứng: Đầu = 455 HRC, trục = 602HRC. Bề mặt nitrided = HV950-980 (h13),Core = 40˜45HRC.Tin,TiAlN,Lớp phủ Tic để lựa chọn.
Ống bọc đầu phun chất lượng DIN và JIS skd61
MATL:ĐÃ(≈1.2344,1.2343, SKD61)Thép chết gia công nóng
WS: (≈1,2210, 1.2516,1.2067,skd11)
Làm cứng và nitrid hóa
Bề mặt: HV950 tối thiểu 0.3 (≈HRC68) Thân hình: HRC60-62
Cốt lõi: HRC45-45 Sáng hoặc đen theo yêu cầuĐầu hình nón đục lỗ HSS DIN19861D 9861DA
Thực hiện các cú đấm gia công chính xác tròn theo DIN9861D,DIN9861DA.30°hoặc 60 ° đầu chìm có sẵn.
Mateiral: HSS(1.3343),HWS(1.2080),WS(1.2516,1.2210,1.2067),cpm10v
Cứng lại: đầu = HRC 45 ± 5(HWS,WS) HRC55 ± 5(HSS) Cơ thể = HRC62 ± 2(HWS) HRC64 ± 2(HSS)
hws = thép công cụ hạng nặng(12% trình duyệt Chrome), hss = stee tốc độ cao hạng nặng,cpm10v = luyện kim điện sản xuất thép tốc độ cao
Đầu đột lỗ tròn Iso8020a
Đầu hình trụ, thân tròn, đục lỗ chính xác theo iso8020a.
vật liệu chúng tôi thường sử dụng là HSS(1.3343,M2),HWS(1.2080) thép hợp kim crom.
độ cứng đầu = 50 ± 5 độ cứng trục = 60 ± 2. Mài mịn và công nghệ xử lý nhiệt nghiêm ngặt làm cho nó có độ hoàn thiện tốt và chất lượng thực.
Cổ phiếu có kích thước trung bình dưới 12mm ID suốt cả năm cho nhu cầu khẩn cấp của bạn.
86-574 82068982
- Trang Chủ
- Các sản phẩm Thẻ sản phẩm -
- máy phun khuôn
Thẻ sản phẩm - máy phun khuôn







© Bản quyền 2019. WELLBO International Industrial Co., Mọi quyền được bảo lưu. Hỗ trợ bởi WebSun


