











Процесс изготовления штамповочной плиты: сделано из 45 # среднеуглеродистая сталь в целом, после высокотемпературного нагрева и ковки твердость может достигать твердости выше 30HRC. Затем плоскость и длинный паз обрабатываются универсальным фрезерным станком до достижения 3.2 чистота поверхности. Параллельность и плоскостность прижимной пластины не более 0,02 мм.. После термической обработки и закалки, от 35HRC до 40HRC соответствует требованиям JB. Окончательно, почернение поверхности или синеватая обработка выполняется для достижения цели защиты от ржавчины.
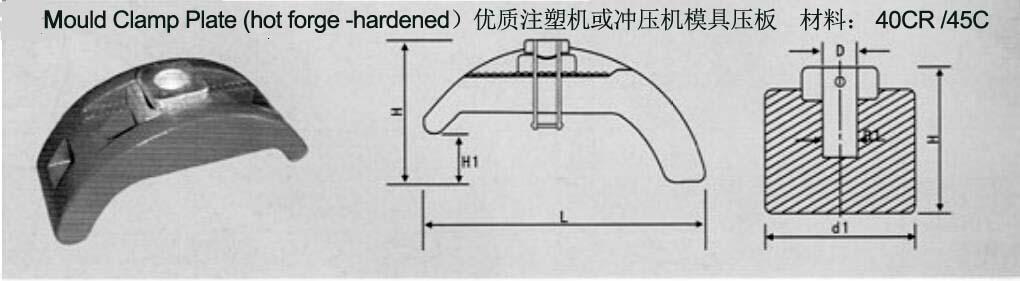
| РАЗМЕР | D | L | ЧАС | H1 | d1 | Инъекционная машина (грамм) | Максимальная статическая нагрузка |
| Технические характеристики стола | Резьбовое отверстие | Длина плиты | Высота плиты | Высота карты | Ширина стола | Применимые граммы машины для литья под давлением | максимальная статическая нагрузка |
| М12*16 | 12.5 | 115 | 50 | 15~35 | 58 | 60~80 | 60~80 |
| М16*30 | 16.5 | 130 | 70 | 15~45 | 59 | 100~300 | 100~300 |
| М16Д*150 | 16.5 | 150 | 70 | 15~45 | 60 | 100~300 | 100~300 |
| М20**170 | 20.5 | 170 | 100 | 20~ 55 | 70 | 400~2500 | 400~2500 |
| М20Д*190 | 20.5 | 190 | 100 | 20~ 55 | 75 | 400~2500 | 400~2500 |
| М24*220 | 25 | 220 | 110 | 20~65 | 90 | 3000~7000 | 3000~7000 |
| М24Д*250 | 25 | 250 | 125 | 20~90 | 105 | 3000~7000 | 3000~7000 |
| М30*250 | 30 | 250 | 125 | 20~90 | 105 | 7000~30000 | 7000~30000 |
| М30Д*275 | 30 | 275 | 125 | 20~90 | 108 | 7000~30000 | 7000~30000 |
| М36*280 | |||||||
| М36*300 |




 Метчик с метрической резьбой.
Метчик с метрической резьбой.














