











다이 프레싱 플레이트의 제조 공정: 로 만든 45 # 전체적으로 중간 탄소강, 고온 가열 및 망치질 후 경도는 30HRC 경도 이상에 도달 할 수 있습니다.. 그런 다음 평면과 긴 슬롯을 범용 밀링 머신으로 가공하여 3.2 표면 마무리. 그리고 압력판의 평행도와 평탄도는 0.02mm 이하입니다.. 열처리 및 담금질 후, 35HRC ~ 40HRC는 JB의 요구 사항을 충족합니다.. 드디어, 방청 목적을 달성하기 위해 표면을 검게 하거나 푸르스름한 처리를 합니다..
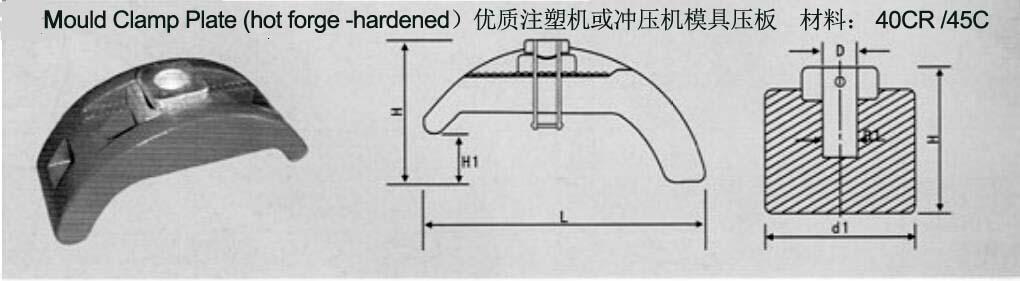
| 크기 | 디 | 엘 | H | H1 | D1 | 사출기 (G) | 최대 정적 부하 |
| 압력판 사양 | 나사 구멍 | 프레스 플레이트 길이 | 플래튼 높이 | 카드 높이 | 플래튼 폭 | 적용 가능한 사출 성형기 그램 | 최대 정적 하중 |
| M12*16 | 12.5 | 115 | 50 | 15~35 | 58 | 60~80 | 60~80 |
| M16*30 | 16.5 | 130 | 70 | 15~45 | 59 | 100~300 | 100~300 |
| M16D*150 | 16.5 | 150 | 70 | 15~45 | 60 | 100~300 | 100~300 |
| M20**170 | 20.5 | 170 | 100 | 20~55 | 70 | 400~2500 | 400~2500 |
| M20D*190 | 20.5 | 190 | 100 | 20~55 | 75 | 400~2500 | 400~2500 |
| M24*220 | 25 | 220 | 110 | 20~65 | 90 | 3000~7000 | 3000~7000 |
| M24D*250 | 25 | 250 | 125 | 20~90 | 105 | 3000~7000 | 3000~7000 |
| M30*250 | 30 | 250 | 125 | 20~90 | 105 | 7000~30000 | 7000~30000 |
| M30D*275 | 30 | 275 | 125 | 20~90 | 108 | 7000~30000 | 7000~30000 |
| M36*280 | |||||||
| M36*300 |







 트위스트 HSS 드릴 사양 다운로드
트위스트 HSS 드릴 사양 다운로드











