











روند ساخت صفحه فشار دادن قالب: ساخته شده از 45 # فولاد کربن متوسط به عنوان یک کل, پس از حرارت دادن با حرارت بالا و چکش زدن ، سختی آن می تواند به سختی بالاتر از 30HRC برسد. سپس صفحه و شکاف طولانی با دستگاه فرز جهانی ساخته می شوند تا به آن برسند 3.2 پایان سطح. و موازی کاری و صافی صفحه فشار بیش از 0.02 میلی متر نیست. پس از عملیات حرارتی و خنک سازی, 35HRC تا 40HRC مطابق با الزامات JB است. سرانجام, سیاه شدن سطح یا درمان مایل به آبی برای دستیابی به هدف ضد زنگ زدگی انجام می شود.
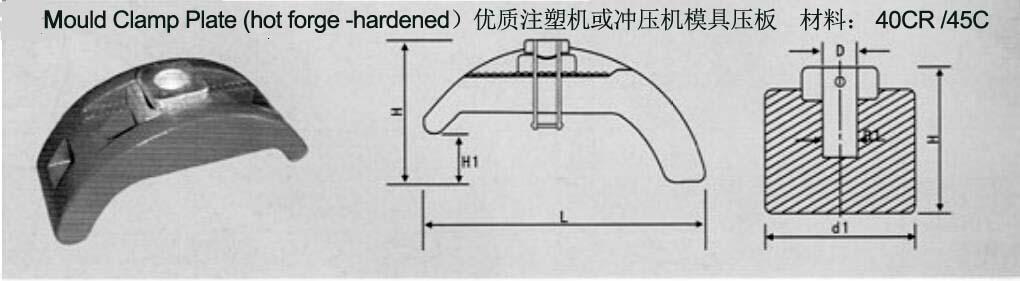
| اندازه | د | ل | ح | H1 | D1 | دستگاه تزریق (g) | حداکثر بار استاتیک |
| مشخصات صفحه فشار | سوراخ رشته ای | طول صفحه را فشار دهید | ارتفاع صفحه | ارتفاع کارت | عرض صفحه | دستگاه قالب گیری تزریقی گرم | حداکثر بار استاتیک |
| M12 * 16 | 12.5 | 115 | 50 | 1535 پوند | 58 | 6080 پوند | 6080 پوند |
| M16 * 30 | 16.5 | 130 | 70 | 1545 پوند | 59 | 100300 پوند | 100300 پوند |
| M16D * 150 | 16.5 | 150 | 70 | 1545 پوند | 60 | 100300 پوند | 100300 پوند |
| M20 ** 170 | 20.5 | 170 | 100 | 2055 پوند | 70 | 4002500 پوند | 4002500 پوند |
| M20D * 190 | 20.5 | 190 | 100 | 2055 پوند | 75 | 4002500 پوند | 4002500 پوند |
| M24 * 220 | 25 | 220 | 110 | 2065 پوند | 90 | 30007000 پوند | 30007000 پوند |
| M24D * 250 | 25 | 250 | 125 | 2090 پوند | 105 | 30007000 پوند | 30007000 پوند |
| M30 * 250 | 30 | 250 | 125 | 2090 پوند | 105 | 700030000 پوند | 700030000 پوند |
| M30D * 275 | 30 | 275 | 125 | 2090 پوند | 108 | 700030000 پوند | 700030000 پوند |
| 280 M36 * | |||||||
| 300 * M36 |









 پیچ پیچ HSS دانلود مشخصات
پیچ پیچ HSS دانلود مشخصات









