سر برش مخروطی در Din1530d
تمام پین اجکتور 60 º سر توسط دستگاه اتوماتیک مطابق با din1530d تشکیل شده است. حداکثر دمای کار زیر است 250 درجه سانتیگراد.
مواد معمولاً در دین 1.2067(suj2),1.2210,1.2510 یا طبق درخواست ویژه مشتری.
سر کامل بدن: 60± 2 HRC, سختی سر 45 ± 5HRC
 بارگیری مشخصات DIN1530D
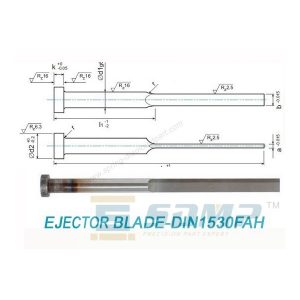
بارگیری مشخصات DIN1530Dتیغه اجکتور در Din1530FAH
پین اجکتور تخت با سر استوانه ای نیترید شده بر اساس Din1530FAH,Din1530F.
مواد در H13(1.2344) یا WS(1.2080),1.2210,1.2067(SUJ2).
سختی: سر = 455 HRC, شافت = 602HRC. سطح نیترید = HV950-980 (h13),هسته = 40˜45HRC. قلع,TiAlN,پوشش تیک برای انتخاب.
آستین اجکتور با کیفیت skd61 DIN و JIS
MATL:بود(.21.2344،1.2343 ، SKD61)کار داغ فولاد
WS: (22.21 پوند, 1.2516,1.2067,skd11)
سخت و نیتروژن دار
سطح: حداقل HV950 0.3 (≈HRC68) بدن: HRC60-62
هسته: HRC45-45 روشن یا سیاه و سفید در صورت تقاضاسر مخروطی پانچ HSS DIN19861D 9861DA
در هر DIN9861D مشت محکم کاری دور بزنید,DIN9861DA.30 درجه یا 60 ° سرهای غرق شده در دسترس هستند.
ماتیرال: HSS(1.3343),HWS(1.2080),WS(1.2516,1.2210,1.2067),cpm10v
سخت شده: سر = HRC 45 5(HWS,WS) HRC55 ± 5(HSS) بدن = HRC62 2(HWS) HRC64 ± 2(HSS)
hws = فولاد ابزار سنگین(12% کروم), hss = فولاد سنگین سرعت بالا,cpm10v = متالورژی قدرت فولاد با سرعت بالا تولید می کند
Round Clipping Punch سر استوانه ای Iso8020a
منگنه های دقیق بدنه گرد سر استوانه ای مطابق با iso8020a.
ماده ای که ما معمولاً استفاده می کنیم HSS است(1.3343,M2),HWS(1.2080) فولاد آلیاژ کروم.
سختی سر = سختی 50 ± 5 شافت = 60 ± 2. تراشکاری خوب و فن آوری عملیات حرارتی دقیق باعث می شود که دارای پایان خوب و کیفیت عالی باشد.
اندازه متوسط زیر ID 12 میلی متر در کل سال برای نیاز فوری شما.
86-574 82068982







© کپی رایت 2019. شرکت صنعتی بین المللی WELLBO ، کلیه حقوق محفوظ است. پشتیبانی توسط وب سان


